Voor de liefhebber: achtergrond informatie over verschillende 3D printtechnieken.
De eerste 3D print techniek zoals wij het tegenwoordig kennen is ontstaan in 1986. Charles Hull, grondlegger van het latere 3D systems, ontwikkelde de Stereolithografie (SLA) machine. Sindsdien zijn er veel verschillende technieken ontwikkeld. Kenmerkend voor 3D printen is het laag voor laag opbouwen van een object. De techniek wordt in de industrie vaak aangeduid als Additive Manufactering (AM), of beter gezegd ‘het produceren door er iets aan toe te voegen’. Dit in tegenstelling tot klassieke fabricagemethodes waarbij vaak materiaal wordt weggehaald om tot een product te komen. Elke 3D printtechnologie heeft zijn eigen toepassingsgebied en materialen die gebruikt kunnen worden. Hieronder vind je een kort overzicht.
EXTRUSION gebruikte materialen o.a.: PLA, ABS, PC, CPE, PP, ASA, Nylon, Klei en meer… |
|||
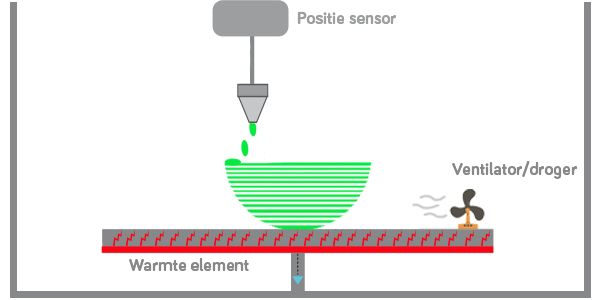
| Bij Extrusie wordt het model opgebouwd door materiaal te smelten en door een nauwe opening (extruder) te persen waarna het op een bouwplaat direct stolt. Zodra de eerste laag gebouwd is gaat de extruder kop beginnen met tweede laag enz.. Extrusie printers worden vaak gebruikt met PLA of ABS plastic maar ook met voedsel of cement. Deze laatste wordt ingezet om huizen mee te printen. Kenmerkend voor Extrusie is de vaak zichtbare opbouw van lagen. Extrusieprinten kan met meerdere koppen toegepast worden om meerdere kleuren of supportmateriaal te kunnen printen. Supportmateriaal is noodzakelijk bij zgn. overhangende onderdelen te voorkomen dat ze gaan doorzakken. |
|||
 |
|||
| FDM sinds 1990 |
Fuses Depostion Modeling Thermoplastic, eutectische metalen, eetbare materialen, rubber, modeleer klei, plasticine, metaal klei |
||
| DIW sinds 1990 |
Direct Inktwriting of Robocasting Keramische materialen, metaal legeringen, cermet, metal matrix composite, ceramic matrix composite |
||
LICHT POLYMERISATIE gebruikte materialen: Resins (vloeibare hars) |
|||
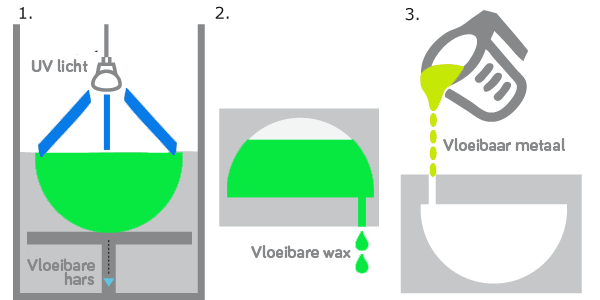
| Bij Polymerisatie wordt een vloeibare polymeer (ook wel resin of hars genoemd) belicht door UV stralen waardoor het stolt. Dit gebeurt laag voor laag door, of de kop, of de bouwplaat te verstellen in hoogte. De meeste modellen hebben de bouwplaat aan de bovenzijde zitten waardoor het object als het ware uit de resin getrokken wordt. Supportlagen zijn ook bij deze techniek vaak noodzakelijk om te voorkomen dat het model scheef trekt. Deze techniek geeft mooi gladde objecten maar vergen wel nabewerking (verwijderen support en uitharden van Resin). Deze techniek wordt ook vaak in combinatie met vloeibare wax en de verloren waxmethode gebruikt voor het maken van o.a. sieraden. Het het printen van een model uit wax wordt er een mal van gips om heen gemaakt. De wax kan door warmte uit de mal gegoten worden (of wordt verbrand door het gieten van (edel)metalen in de mal waardoor de wax oplost/verbrandt. |
|||
 |
|||
| SLA sinds 1986 |
Stereolithografie Photopolymeren (ook wel genoemd: vloeibare hars of Resin) |
||
| DLP sinds 1987 |
Digital Light Processing Photopolymeren |
||
| CLIP sinds 2015 |
Continious Liquid Interface Production Photopolymeren |
||
POWDER BED gebruikte materialen o.a.: Polyamide (bijv. PA12) en metalen |
|||
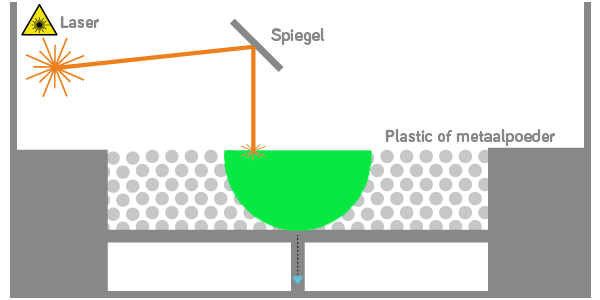
| Het object wordt opgebouwd door een laagje poeder op de bouwplaat te smeren en met de laser (of Electronenstraal-EBM) de contouren van de eerste objectlaag te smelten. Aansluitend wordt er een nieuwe laag poeder over de vorige heen gesmeerd en smelt de kop de tweede laag. Door een hoge precisie smelten de lagen goed aan elkaar vast. Door de bouwplaat te laten zakken tijdens het printen zit uiteindelijk de printcontainer vol met poeder en objecten. Kenmerkend voor deze techniek is dat het poeder zelf als support fungeert. Hierdoor kunnen er complexe en zgn. inter-locking parts (denk aan twee ringen die door elkaar heen lopen en dus aan elkaar vast zitten zonder een lasnaad in de ringen) gemaakt worden. |
|||
 |
|||
| SLS sinds 1987 |
Selective Laser Sintering Thermoplastics, |
||
| EBM sinds 1997 |
Electron-Beam Melting Materiaal: metaalpoeder |
||
| SLM sinds 2000 |
Selective Laser Melting Materiaal: Metaalpoeder |
||
| SHS sinds 2012 |
Selective Heat Sintering Materiaal: Plasticpoeder |
||
| DMLS sinds 1994 |
Direct Metal Laser Sintering Materiaal: Metaalpoeder |
||
BINDER JETTING gebruikte materialen: gips (gypsum) |
|||
| Binder Jetting werkt ook met een poederbed maar gebruikt geen laser om het poeder te smelten maar een bindmiddel (bijv. lijm) om het poeder te verlijmen. Het object wordt opgebouwd door de contouren van het object met een binder op het laagje poeder te spuiten. De onderlinge lagen verlijmen zich aan elkaar terwijl het restant poeder als supportmateriaal kan dienen. Dit in combinatie met een inktjet kop maakt het mogelijk om complexe ontwerpen in full-color te printen. Veel gebruikte materialen zijn gips en keramiek maar ook voedsel kan met dit principe worden gebruikt. Nadeel van deze techniek is dat er bijna altijd nabehandeling nodig is (bijvoorbeeld het extra verlijmen van gipsen modellen of het afbakken van keramiek in de oven). | |||
 |
|||
MULTI-JET gebruikte materialen o.a.: Resin, wax, polyamiden |
|||
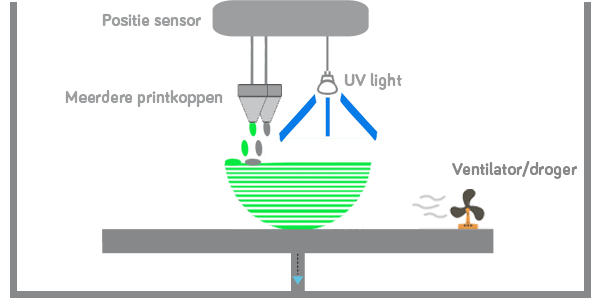
| De Multi-Jet techniek spuit met meerdere spuitkoppen druppels van één of meerdere vloeibare photopolymeren (harsen) laag voor laag op een bouwplaat. De hars wordt uitgehard door UV licht. Door het gebruik van meerdere spuitkoppen kan er gebruik worden gemaakt van meerdere materialen. Zo kan er gebruik gemaakt worden van supportmateriaal maar ook van een ander photopolymeer. En door het beïnvloeden van de onderlinge verhoudingen tussen de verschillende photopolymeren kan er gevarieerd worden in de karakteristieken van het eindmateriaal (harder, zachter, transparanter etc..) waardoor er een grote diversiteit aan materiaal keuze ontstaat. De objecten gemaakt met een Multi-jet techniek zijn erg glad en nauwkeurig zijn en vergen nauwelijks nabewerking. | |||
 |
|||
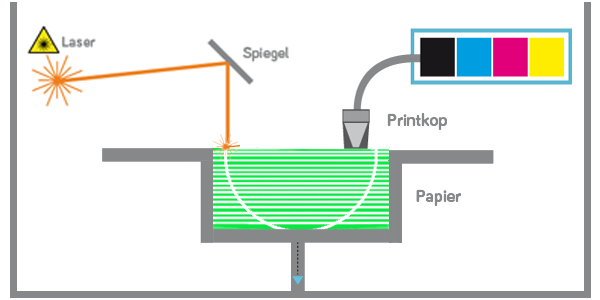
LAMINATED gebruikte materialen: papier |
|||
| Deze techniek werd voor de komst van 3D printers ook al toegepast maar toen gebeurde het nog handmatig. Tegenwoordig maken LOM printers gebruik van een lasercutter of mes en kan er full-color geprint worden. De LOM techniek is geen volwaardige 3D printing methode omdat het een object opbouwt waarbij na afloop papier verwijderd wordt van het model (substractie). Elke laag wordt gesneden (door laser of mes) en vervolgens wordt door verhitting de volgende laag er op gelegd, gesneden en vastgelijmd door een verwarmde rol. De papierenmodellen kunnen als hout worden nabewerkt maar voelen onbehandeld vrij grof aan. Via LOM worden vooral ondersteunende structuren gemaakt die geschikt zijn voor rapid tooling. |
|||
 |
|||
| LOM sinds |
Laminated Object Modeling Materiaal: papier, metaal, plastic |
||
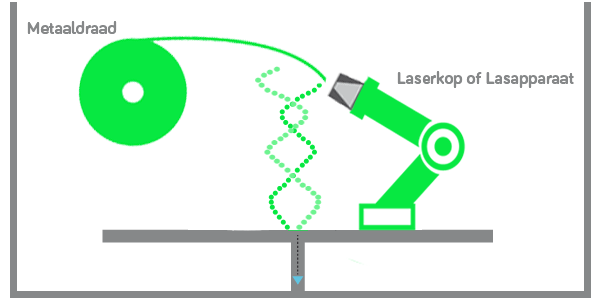
WIRE gebruikte materialen: metaaldraad |
|||
| Het object wordt opgebouwd door een draad te smelten middels een laser, lasapparaat of extruder en het gesmolten materiaal toe te voegen aan het startpunt. Doordat het materiaal direct weer stolt kan een robotarm op het gestolten materiaal direct weer nieuw materiaal toevoegen. Op deze manier kunnen deze printers midden in de lucht printen zonder support. |
|||
 |
|||
| EBF sinds 1990 |
Electron Beam Freeform Fabrication Materiaal: Metaaldraad |
||
| MX3D sinds 2014 |
MX3D Materiaal: Resin of Metaaldraad |
||